



STA Boiler System Hard Seal Valve Flexible Guide Boiler Valve Pressure Control Flow Regulation Boiler Valve Temperature Regulation Boiler Valve Safety Assurance Boiler Valve

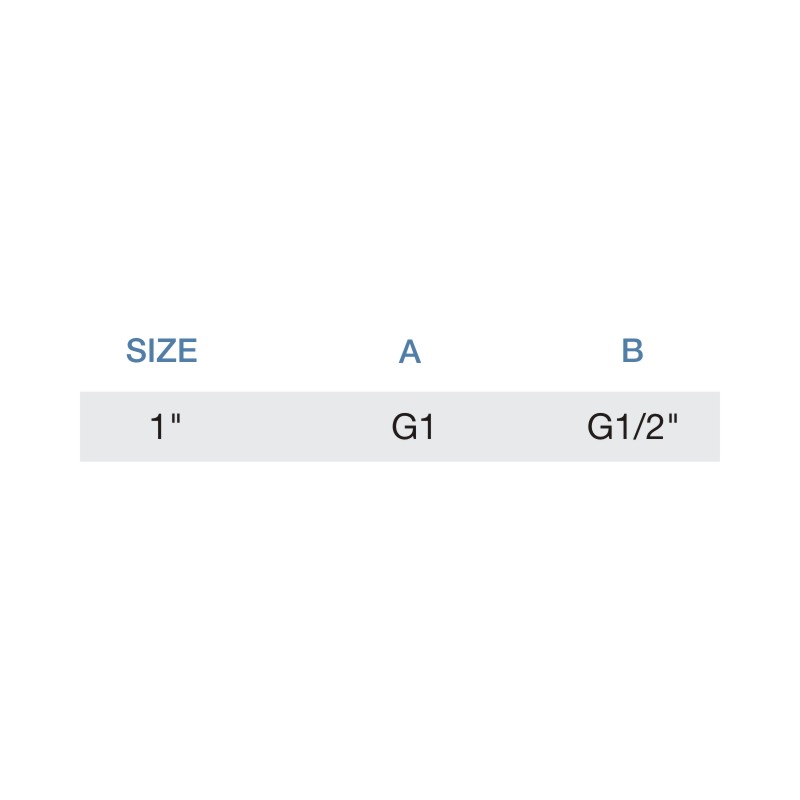
Product Parameter
Application field
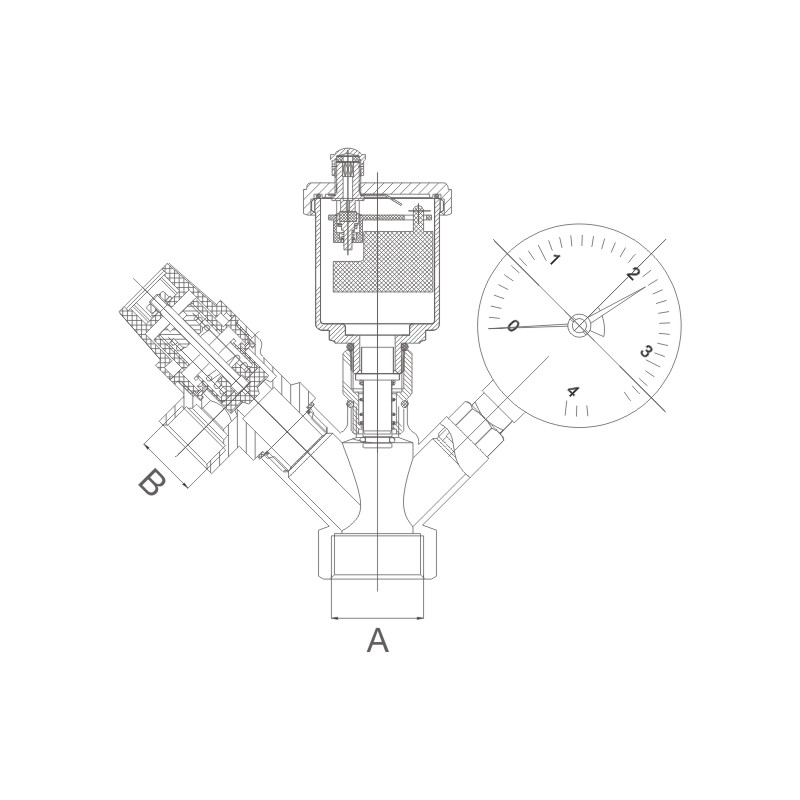
Boiler valves find extensive application in diverse boiler systems including gas boilers, electric boilers, hot water boilers, steam boilers, and more. Their primary function is to regulate the movement of water or steam within the boiler system, ensuring optimal combustion efficiency, stable operation, and safety. Different types of boiler valves such as gate valves, globe valves, and check valves are available, catering to specific requirements. The significance of boiler valves extends beyond boilers and encompasses industries like power generation, chemical processing, petroleum refining, pharmaceuticals, and more. Notably, this product holds a CE certification, underscoring its compliance with European standards.
Why choose STA as your partner
1. A well-established valve manufacturer since 1984, known for our professionalism.
2. Our production capacity of 1 million sets per month allows us to ensure rapid delivery.
3. Rest assured, every valve undergoes thorough testing as an integral part of our process.
4. Our unwavering commitment to stringent quality control and punctual delivery ensures the reliability and stability of our products.
5. We prioritize timely responses and maintain effective communication from pre-sales all the way through to after-sales support.
6. Our company's laboratory is comparable to the esteemed national CNAS certified laboratory, enabling us to conduct experimental testing on our products according to national, European, and other recognized standards. We possess a comprehensive array of standard testing equipment for water and gas valves, covering everything from raw material analysis to product data testing and life testing. Our company achieves optimal quality control in every crucial aspect of our products. Furthermore, we adhere to the ISO9001 quality management system, firmly believing that quality assurance and customer trust are built upon stable quality. By rigorously testing our products in accordance with international standards and staying abreast of global advancements, we establish a firm foothold in both domestic and foreign markets.
Key competitive advantages
1. Our company possesses an extensive range of manufacturing capabilities within the same industry. With a robust infrastructure that includes more than 20 forging machines, over 30 distinct valve types, HVAC manufacturing turbines, over 150 small CNC machine tools, 6 manual assembly lines, 4 automated assembly lines, and a series of state-of-the-art manufacturing equipment, we are confident in our ability to deliver prompt, high-quality service to our customers.
2. Drawing inspiration from customer-provided sketches and samples, we have the capacity to produce a diverse range of products. Furthermore, for large order quantities, there is no requirement for additional mold costs.
3. We warmly invite customers to take advantage of our OEM/ODM processing services, where we can collaborate to bring their unique ideas and designs to life.
4. We are pleased to accommodate sample requests and trial orders, allowing customers to experience our products firsthand and make informed decisions before committing to larger quantities.
Brand service
STA adheres to the service philosophy of "everything for customers, creating customer value", focuses on customer needs, and achieves services that "exceed customer expectations and industry standards" with first-class quality, speed, and attitude.




-

STA household radiator, brass automatic angle t...
-

STA Butterfly handle ball valve , sand blast a...
-

Long handle brass ball valve, brass ball valve,...
-

STA brass manifold with themostatic valve and f...
-

brass material, manual control, flow control, w...
-

Keywords: STA brass straight manual radiator va...